The best of technology in the smallest member of the family
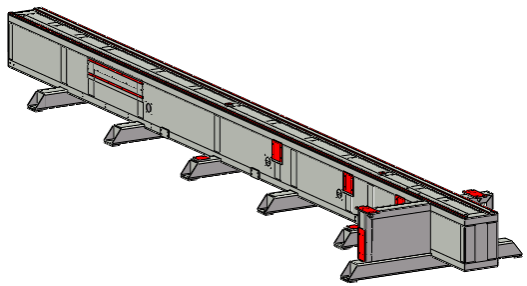
The bed adopts a horizontal structure and a tube-plate welded integrated bed. The whole is annealed to eliminate internal stress. After rough machining, it is subjected to vibration aging and then fine machining, which greatly improves the rigidity and stability of the machine tool and ensures the accuracy of the machine tool. The AC servo motor drive is controlled by the CNC system. After the motor is driven, the chuck realizes rapid and reciprocating motion in the Y direction, thereby realizing the feeding motion in the Y direction. The Y-axis rack and linear guide rails are both high-precision products, which effectively ensure the accuracy of the transmission; there are limit switches at both ends of the stroke, and hard limit devices are installed at the same time, which effectively ensures the safety of the machine tool movement; the machine tool is equipped with an automatic lubrication device, which adds lubricating oil to the moving parts of the bed at a regular and quantitative time to ensure that the moving parts run in good condition, which can increase the service life of the guide rails, gears, and racks.
Fast speed response, chuck idle speed 150m/min, acceleration 1.5G:
Ergonomic and accessible
Auxiliary support and centering mechanism
The diameter scale is engraved on the variable wheel, which can be adjusted conveniently and quickly when processing pipes of different diameters, and the position can be locked after adjustment. According to the different lengths of the processed pipes, the position of the rear support can be adjusted to achieve effective support for the pipes. Within the movable distance range of the rear support centering mechanism, a length ruler is installed on the bed, which can conveniently and quickly adjust the position of the rear support, and lock the position after adjustment.
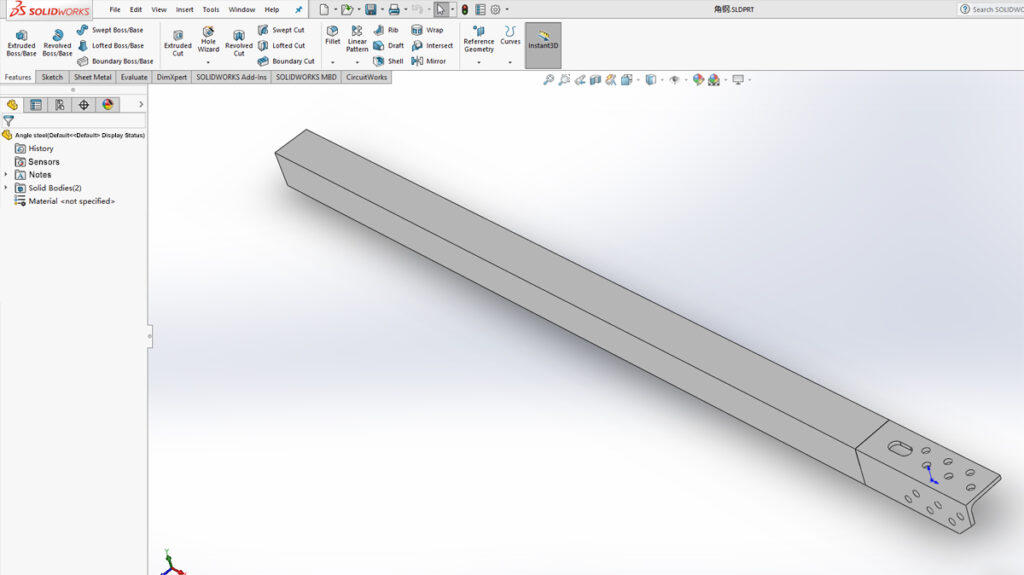
Gantry part
The gantry adopts a closed structure design of steel pipe welding. After the gantry frame is annealed to eliminate internal stress, it is roughed and finely processed to ensure that the components have sufficient rigidity and long-term stability when the laser head moves quickly, thereby ensuring the cutting accuracy. The X-axis device is installed on the gantry beam. The X-axis is driven by a servo motor to realize the reciprocating motion of the slide in the X direction. During the movement, the limit switch controls the stroke to limit the position to ensure the safety of the system operation. The Z-axis device mainly realizes the up and down movement of the laser head. The up and down movement of the laser head is completed by the CNC system controlling the servo motor and the motor drive module to drive the Z-axis slide to reciprocate up and down. Proximity switches are used at both ends to control the stroke to ensure the safety and reliability of the movement. The X and Z axes are fully sealed linear modules, both of which are made of high-quality products to ensure the accuracy of the transmission.
Chuck
Under the control of the system and the action of the servo motor, the claws of the rear chuck can be kept clamped and loosened, and the pipe can be clamped and moved along the full stroke of the Y direction. The rear chuck is equipped with an independently controlled pressure regulating valve, which can adjust the chuck pressure for pipes of different wall thicknesses. The front chuck is installed at the front end of the bed and is used to clamp the pipe for cutting. Through system control, the front chuck can be driven by the servo motor to move in a small range along the Y direction to avoid the laser head, so that short tail material can be cut under the joint clamping of the front and rear chucks. The front chuck is designed with a baffle plate and a protective cover, so that cutting dust is not easy to enter the inside of the chuck and the guide rail. The front and rear chucks are driven by AC servo motors to achieve synchronous rotation.
There are three loading methods available for selection:
Manual loading
Chain loading
Fully automatic loading
Customers can choose different configurations based on their preferences. The logic and demonstration for chain loading and fully automatic loading are as follows:
Chain feeding
Fully automatic loading
The best choices show their value over time
There are 3 sets of roller support mechanisms installed on the bed. The auxiliary support is mainly for cutting longer pipes (pipes with smaller diameters). For auxiliary control of excessive deformation, the cylinder controls the up and down movement of the support on the auxiliary support. When the rear chuck moves to the corresponding At the position, the auxiliary support can be lowered to avoid it. For pipes of different sizes, please use the corresponding support radius to adapt to the pipe. the height of.
Chain loading, fully automatic loading and modular docking with the host, can be added and upgraded separately later
The software suite that creates value
Design of parts and frames in a three-dimensional graphical CAD/CAM environment designed to exploit every performance margin of the Lasertubes. Libraries of functions that speed up and simplify design on the tube. Accurate batch time and cost estimates for a detailed estimate. Remote planning and real-time monitoring of work in progress.
All this and more makes a difference every day in terms of being able to make full use of a laser cutting system, reducing unproductive downtime times and eliminating waste. A choice of value also involves software.
Are you wondering whether these features are ideal for your goals?