The laser cutting servo control system is a mechanical device based on motion control and capacitive sensing, including four parts: controller, capacitance detection chip, capacitance sensor, servo motor, objective lens driving mechanism and input device. The working principle is to treat the laser nozzle and the metal cutting plate as a flat capacitor, and quickly detect the capacitance value of the flat capacitor according to the detection system to adjust the distance between the laser nozzle and the plate to achieve the purpose of dynamically controlling the focal length to be constant. Keywords: laser cutting technology; follow-up control; constant focus.
With the vigorous development of the manufacturing industry, traditional cutting processes can no longer meet the needs of the manufacturing industry. High-efficiency laser cutting technology stands out among many technologies. Nowadays, laser cutting has been widely used in industrial fields such as metal material cutting and automobile manufacturing in China. However, as a key component of the laser cutting system, the laser cutting servo controller is still based on imported technology from Germany and the United States, and there are calibration problems. Problems such as difficulty and complex interfaces. Similar technologies also have problems such as low accuracy and difficulty in adapting to high-speed cutting requirements.
Basic Principle
The laser cutting servo control system includes six parts: controller, capacitance detection chip, capacitance sensor, servo motor, objective lens driving mechanism and input device. The principle of laser cutting follow-up focusing technology is: treat the laser nozzle (conical copper material) and the metal cutting plate as a flat capacitor, and quickly detect (about 500 times per second) the capacitance value of the flat capacitor through the detection system : a. When the height of the plate increases, the distance between the flat capacitors decreases and the capacitance increases. The detection system drives the servo motor to reverse to make the laser head rise; b. When the height of the plate decreases, the distance between the flat capacitors increases and the capacitance decreases. The detection system drives the servo motor to rotate forward to lower the laser head. The follow-up focusing system continuously detects changes in the nozzle gap and adjusts the gap through the servo motor to achieve the purpose of dynamically controlling the focal length to be constant.
Mechanical structure
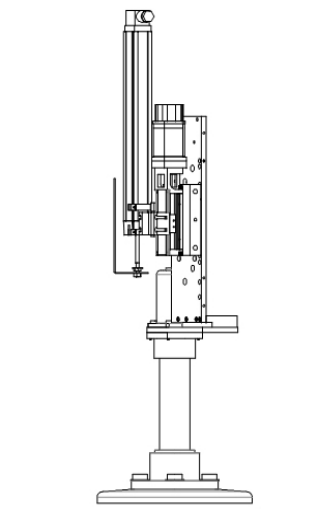
The driving mechanism includes a stepper motor and a ball screw pair. The ball screw pair is composed of a ball screw and a matching nut. The objective lens of the laser head is installed on the nut. The laser cutting follow-up control system also includes an input device, through which the adjustment signal is input. The controller receives and analyzes the adjustment signal, and drives the stepper motor to rotate forward or reverse according to the adjustment signal, driving the stepper motor coaxially. The ball screw rotates, driving the nut to move forward or backward, thereby driving the objective lens to move forward or backward.
Circuit control system
The circuit control system consists of two parts: the motion control module and the signal acquisition module. Its function is to receive the gap measurement signal, convert the measured digital gap signal into an analog voltage signal, drive the servo motor to rotate forward and reverse, and adjust the laser focus at constant value.

