FLT-7028HTS automatic feeding three-chuck CNC laser pipe cutting machine
Product Features Overview

- Main uses and scope of application of the product
It is mainly used for round tubes, square tubes, rectangular tubes, oval tubes and waist round tubes made of ordinary carbon steel, stainless steel and other materials. The circumscribed circle size of the cutting workpiece is Φ15-Φ280mm. The maximum length of the raw material is 7000mm, and the cutting length is 0~7000mm. - Main components of the product
The main components of the FLT-7028HTS series laser pipe cutting machine include: machine tool host, chain-type automatic loading rack, chain-type automatic unloading rack, control system, low-voltage electrical system, laser, chiller, exhaust fan, etc.
2.1 Machine tool host part
The main part of the machine tool is the main component of the entire laser pipe cutting machine. The cutting function and cutting accuracy of the laser pipe cutting machine are realized by the main part. The main part consists of the bed, loading and unloading follow-up support, chuck, X/Z It is composed of shaft device, auxiliary system (protective cover, air path and water path), operation panel and other parts.
2.2 Chain-type automatic loading and unloading device
Each of the loading and unloading sides is designed with 3 sets of chain loading and unloading devices;
2.3 Electrical control part
The electrical control system of the laser pipe cutting machine is an important part to ensure the running trajectories of various graphics. The general electrical control system mainly consists of a numerical control system and a low-voltage electrical system.
This machine tool CNC system is equipped with Baichu’s high-performance bus-based 5000A CNC system. This system is based on the Windows operating platform, runs stably and reliably, and contains a 64-bit microprocessor, which can be used with nesting software.
2.4 Low voltage electrical system
The low-voltage electrical system is located in the electrical control cabinet and is the interface part of the electrical control of the entire machine. Various original components of the electrical system are produced by well-known domestic and foreign manufacturers to ensure that the entire machine is stable, reliable and responsive during operation. The drive motor is an AC servo motor. The AC servo motor is used to drive the X-axis, Y-axis, and AW (synchronous rotation) axis of the machine tool. It is characterized by good acceleration performance and fast response speed. The Z-axis of the machine tool is the feed axis and uses AC servo. The motor (with brake) is used to drive: Z-axis cutting head, which is characterized by good dynamic response characteristics and can be controlled by both follow-up and NC.
2.5 Compared with traditional lasers, the fiber laser used has higher photoelectric conversion efficiency, lower power consumption and better beam quality. The laser is compact, maintenance-free and ready for use. Due to its flexible laser output mode, it can be easily integrated with system equipment.
2.6 Auxiliary peripherals
Including chillers, exhaust systems, etc. - Structure, function and working principle of main components or functional units
3.1 Lathe bed and chuck
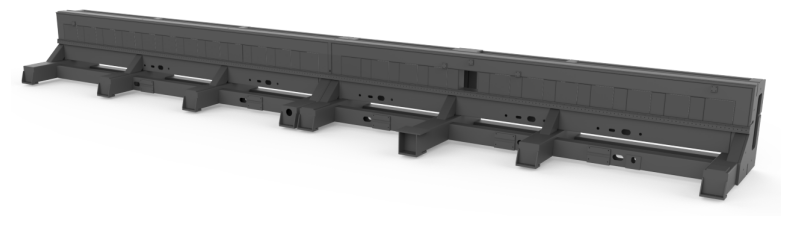
The bed and chuck adopt a side-mounted connection design to facilitate the loading and unloading of large-diameter pipes.
The bed is made of square tubes with a wall thickness of 8~10mm and steel plates ranging from 40mm to 20mm, and is welded together. It is divided into 3 sections and connected by high-strength bolts and positioning keys to ensure geometric accuracy after connection. After welding, it is annealed to eliminate internal stress. After rough machining, vibration aging is performed and then fine machining is performed. This greatly improves the rigidity and stability of the machine tool and ensures the accuracy of the machine tool.
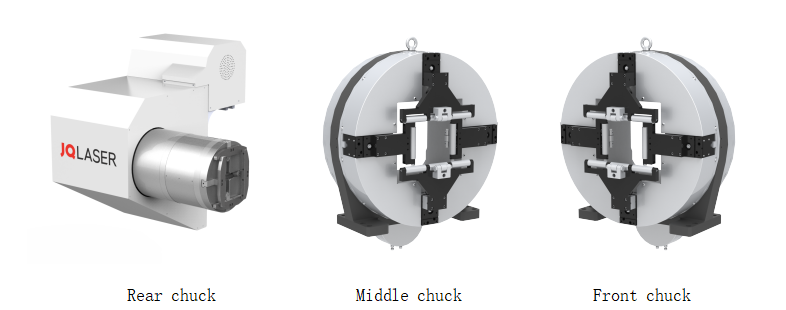
The chuck is divided into three groups of pneumatic chucks: front, middle and rear. The three groups of chucks are driven by servo motors and can move in the Y-axis direction and rotate synchronously. Under the logical action set by the system, pull-type cutting of pipes can be realized, greatly improving the cutting accuracy, and conditionally achieving zero-tail cutting (depending on the cutting size of the workpiece and the specific cutting process).
The chuck Y-axis movement drive rack, roller linear guide, and W-direction rotation drive gear are all made of high-precision products, which effectively ensures the accuracy of transmission; each group of chucks is equipped with limit switch control and is also equipped with hard limits. device, effectively ensuring the safety of machine tool movement.
3.2 X, Z axis device

The X-axis beam and side columns adopt a gantry structure and are integrally welded with high-quality carbon steel plates. They are annealed to eliminate internal stress. After rough machining, they undergo vibration aging and then fine machining to ensure the rigidity and stability of the moving components of the laser head. The crossbeam is fixed on the bed, equipped with high-quality linear guide rails, driven by a servo motor, and driven by high-quality rack and pinion, so that the Z-axis slide plate can achieve reciprocating motion in the X direction. During the movement, the limit switch controls the stroke to limit the position. At the same time, there are elastic buffer pads at both ends to mechanically limit the position to ensure the safety of the system operation.
The Z-axis device mainly realizes the up and down movement of the laser head. The up and down movement of the laser head is controlled by the servo motor by the CNC system.
The motor drives the ball screw and drives the Z-axis slide plate to reciprocate up and down. Both the upper and lower ends use proximity switches to control the stroke to ensure the safety and reliability of movement. Linear modules are all made of high-quality products to ensure transmission accuracy.
The Z axis can be used as a CNC axis to perform its independent interpolation motion, and can be linked with the X and Y axes. It can also be switched to follow-up control to meet the needs of different situations. Since the Z-axis follow-up is also controlled by the CNC system, the follow-up has high precision and good stability, thus ensuring the quality of cutting.
After the capacitive sensor in the Z-axis device detects the distance between the nozzle and the plate surface, it feeds the signal back to the control system, and then the control system controls the Z-axis motor to drive the cutting head to move up and down, thus controlling the distance between the nozzle and the plate to be constant, effectively ensuring Cutting quality. The cutting head can automatically adjust the focal length and adjust the position of the focus according to the material and thickness of the cutting material, thereby obtaining a good cutting section.
3.3 Loading and unloading follow-up support device and centering device

The upper and lower material sides are respectively designed with 3 and 4 sets of follow-up support devices. The first group of supports on the lower material side adopts a tray-type structure to facilitate the unloading of short workpieces. Each set of support devices has horizontal movement and lifting functions and is driven by a servo motor. On the loading side, the pipes conveyed by the loading rack can be transported to the bottom of the chuck, and then the pipes can be lifted to a suitable height for the chuck to clamp. The unloading side can transport the cut workpieces to the unloading device, and then the unloading device will transport the finished parts out.
Each set of supports has a separate servo motor to drive the material support assembly to move up and down. During the processing, for rectangular tubes, the loading side follows the supporting device, and the system will adjust the supporting height of the supporting component in real time according to the outer contour of the pipe to ensure that the supporting material stably supports the pipe. When the chuck moves to the corresponding position, the auxiliary support automatically drops to avoid it.
The automatic centering device can automatically center the pipe when it is in place so that the chuck can accurately clamp the pipe.
3.4 Chain loading and unloading device
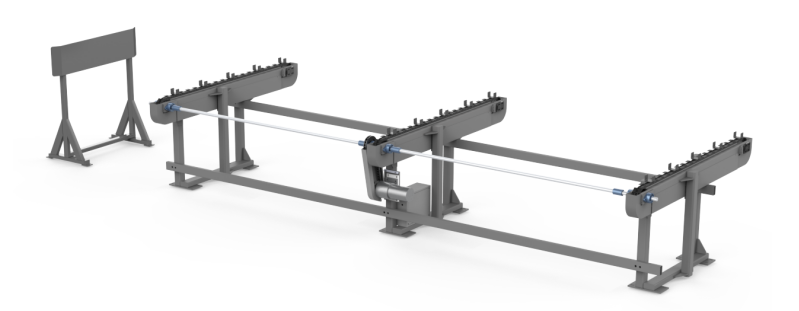
Both the loading and unloading sides adopt a chain conveyor structure to complete the transportation, loading and unloading of pipes.
There are multiple sets of placement stations designed on the conveyor chain, which can place multiple pipes. Driven by a motor, the pipe can be transported horizontally to the loading position for lifting by the host’s material support device.
Cooperating with multiple sets of follow-up material holding devices on the loading and unloading sides of the main machine, it can realize the transportation and lifting of pipe materials, as well as the unloading side material receiving and finished product delivery.
3.6 Electrical control system
The electrical control system of the FLT-7028HTS three-chuck pipe cutting machine is mainly composed of Baichu CNC 5000A bus system, servo system and low-voltage electrical system.
3.6.1 Baichu 5000A system is a PC CNC system based on WINDOWS, a real-time system based on bus control, with integrated follow-on control and three-chuck pulling and cutting functions. It can compensate for the center deviation of the pipe in real time, making corner cutting faster and more stable. The display operation unit provides a good human-machine interface, with a color LCD screen that can display various operating information. The operation panel has function keys for machine tool operation. It has simulation graphic display and dynamic graphic tracking display functions, making processing more intuitive and easy to monitor and control.
3.6.2 With the tube nesting software TubesT, it can read IGS format files exported by Solidworks, UG, and Pro/E, and can realize automatic sorting, common edge cutting, square tube welding compensation, part drawing, layout reporting, and real-time centering. , profile processing and other functions. Supports one-click calibration of square tube level, segmented perforation, progressive perforation, and pre-perforation functions. Supports breakpoint memory, breakpoint forward and backward tracing, and allows processing of some graphics and other functions.
3.6.3 According to the speed and power parameters set by the operator, the laser power can be accurately adjusted to ensure that the machine tool can still obtain the corresponding optimal laser cutting power at different speeds during acceleration and deceleration.
3.6.4 This machine has a variety of processing and auxiliary function instructions, and various complex graphics can be edited by the instructions.
3.6.5 Since this machine has good electromechanical drive dynamic performance, it has good processing follow-up and high precision.
3.6.6 In order to solve the problem of laser focus fluctuation caused by uneven plate surface, which affects the cutting quality, the cutting head (Z-axis) must follow to keep the focus constant. In addition to the follow-up function, the Z axis of this cutting machine also has the same display and control functions as the X and Y axes.
3.6.7 The CNC system of this machine has self-test alarm and automatic protection functions, and also has alarm display and automatic protection for external conditions.
3.6.8 The servo system is an imported AC servo motor and driver, which is stable and reliable, has good dynamic performance, strong load capacity and is easy to operate. The machine operation soft keys can have different functions in different operation modes, thus reducing the number of operation buttons and simplifying the operation panel. In each mode, the operating functions are displayed through the menu, making the operation intuitive.
3.6.9 Low voltage electrical system
The low-voltage electrical system is located in the electrical control cabinet and is the interface part of the electrical control of the whole machine. The power supply, relays, circuit breakers, contactors, servo drive systems, etc. required for the control system are all installed in the electrical control cabinet.
Product Specifications
| Item | Parameter | Unit | |
| Maximum cutting pipe length | raw material length 4500~7000; cutting length 0~7000 | Mm | |
| Cutting pipe diameter | round pipe: 20~280; square pipe 20×20~280×280 | Mm | |
| Automatic loading range | Length | 4500~7000 | Mm |
| Diameter | Round tube: 20~280; square tube 20×20~280×280; the straightness of the full length of the tube is ≤0.1D, and the maximum cannot exceed 10mm | mm | |
| Total load-bearing | ≤6000; place 5~7 pieces at a time | Kg | |
| The maximum load-bearing capacity | 400 | Kg | |
| Minimum tailings | ≥0(Depends on the length of the workpiece and actual cutting conditions) | mm | |
| X, Y axis positioning accuracy | ±0.05/1000mm | mm | |
| Repeatable positioning accuracy of X and Y axes | ±0.03/1000mm | mm | |
| Acceleration | 0.8G | m/s² | |
| Maximum operating speed | 60 | m/min | |
| Total load capacity of chuck | 400 | Kg | |
| Chuck maximum speed | 80 | rpm | |
| Installed weight | About18000 | Kg | |
| Host appearance (length, width and height) | About18000×6000×2500 | mm | |
| Laser power | 6000 | w | |
| Control System | FSCUT5000A | ||
| Total power | About85 | kw | |
| Power supply requirements | 380v/50Hz | ||
