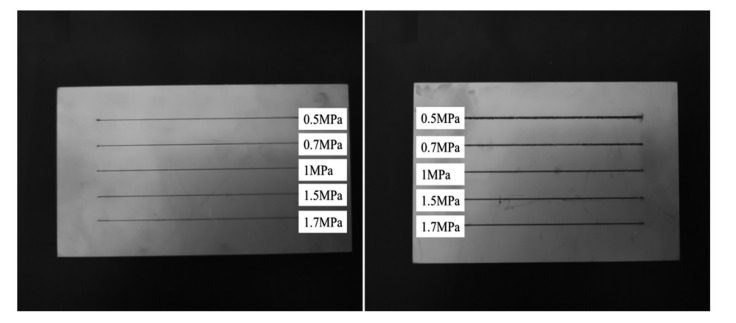
Effect of cutting gas pressure on cutting quality
When laser cutting, different cutting gases are selected according to the material of the cutting plate. Nitrogen is mainly used to cut stainless steel. The selection of cutting gas and its pressure has a great impact on the quality of laser cutting. The main functions of cutting gas include: supporting combustion and dissipating heat, promptly blowing off molten stains produced by cutting, preventing molten stains from rebounding upward into the nozzle, protecting the focusing lens, etc. The experiment adopts the controlled variable method, the cutting speed is set to 8m/min, the focus position of the laser focus is -0.5mm, and the air pressure changes within the range of 0.5MPa-1.7MPa for comparative experiments. The macroscopic morphology of the slit under different air pressure conditions is shown. When the gas pressure changes between 0.5MPa-1.7MPa, the front slit width is narrow and has no obvious change, while the cutting quality of the back slit is significantly different. When the gas pressure is 0.5MPa, melt stains are likely to occur during cutting. At this time, the pressure of the cutting gas is insufficient and the nitrogen flow is too low, which is not enough to remove the molten metal quickly, causing the molten metal to adhere to the surface of the cut. As the nitrogen flow rate increases, the energy obtained by the material increases, the surface temperature of the material increases, and its thermal diffusivity also increases, causing the heat-affected zone to widen, melting more metal at the slit, and increasing the slit width. subsequently increased. And as the nitrogen flow increases, the molten metal can be quickly removed, the cut quality gradually improves, and a cut seam with better cut quality can be obtained. In addition, when cutting stainless steel, the gas pressure generally does not change with the thickness of the material, but the cutting gas pressure is always maintained at a high pressure state, which is conducive to forming better quality cuts.
The impact of focus position on cutting quality
During the laser cutting process, the relative position of the beam focus and the surface of the cutting plate has a great impact on the cutting quality. It is very important to correctly adjust the focus position. Generally, the best focus position can be directly obtained by changing the focus for trial cutting, or by marking dots on the plexiglass. Usually, the focus of laser cutting is at different positions, which has different effects on the punching and cutting sections of the plate and when cutting plates of different materials and thicknesses.
The cutting speed was set to 8m/min, the air pressure was selected to be 1.7MPa, and the focus position of the laser focus was changed within the range of +0.5mm to -2mm for comparative experiments. The macroscopic morphology of the slit under different focus position conditions is shown in the figure. When the focus position changes within the range of +0.5mm to -2mm, the cutting quality of the front slit and the back slit are significantly different. When the focus position is at +0.5mm and 0mm, the front slit width of the plate is narrower, while the back slit width is wider than the front slit width. At this time, the inclination angle of the cutting section is larger. When the focus position is -0.5mm and -1mm, the front slit width of the plate is similar to the back slit width, but in comparison, the cutting quality is better when the focus position is -1mm. When the focus position is -2mm, it can be seen that there is obvious splashing at the front slit of the plate, and the back slit does not cut through. Therefore, when the defocus amount is -1mm, the difference in width between the front and back sides of the cutting opening is the smallest, which is the best focus position for cutting thin stainless steel plates.
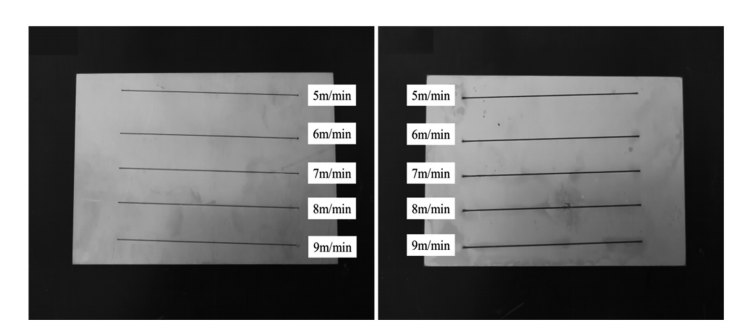
The impact of cutting speed on cutting quality
When laser cutting, the cutting speed selection is determined by the material of the cutting plate and the thickness of the plate. Different cutting speeds will have a great impact on the quality of laser cutting. Choosing the appropriate cutting speed can not only improve the efficiency of laser cutting, but also obtain good cutting quality. Generally, in the process of cutting thin plates, the cutting speed is often set higher. This is because the cutting feed speed is too slow, which will cause the cutting plate to be over-melted and the cutting section will be rough; at the same time, the cutting slit will also become wider accordingly, and in the smaller circle The corners or sharp corners will cause the entire area to melt and the ideal cutting effect will not be achieved, resulting in low cutting efficiency and affecting productivity. Normally, when cutting thin plates with a thickness of about 1mm, the cutting speed will be set at about 8m/min. As shown in Figure 4, when the cutting speed is set at 5m/min-9m/min, the front and back slits of the plate do not change much, the width is basically the same, and the cutting quality is good and no slag is produced. This phenomenon shows that changing the cutting speed within this range will not have much impact on the cutting quality of the plate.
Conclusion
In this experiment, a laser cutting process experiment was carried out on a 0.8mm thick stainless steel plate. Analyze the impact of auxiliary gas pressure, laser focus position and cutting speed on cutting quality, and compare the slit widths and slag hanging phenomena on the front and back sides of the cutting plate to derive a set of more suitable cutting process parameters: Gas The cutting quality of thin stainless steel plates is the best when the pressure is 1.7MPa, the focus position of the laser focus is -1mm, and the cutting speed is 8m/min. Among them, the cutting gas pressure must always be maintained at a high pressure state, which is conducive to forming a better quality kerf; when cutting stainless steel plates, the laser focus should be below the cutting workpiece, that is, a negative focal length; the cutting speed fluctuates around 8m/min, and fluctuates When the amplitude is small, the cutting speed will not have much impact on the cutting quality of the plate.
