Laser welding technology has the characteristics of high welding process efficiency and good flexibility. In the automobile manufacturing process, it can be used for the welding of automobile bodies and the welding of various automobile parts, reducing the overall weight of the automobile body, improving the accuracy of body assembly, and meeting the needs of lightweight automobile manufacturing. Quantify and improve the demand for safety performance, while also reducing assembly costs and stamping costs in automobile manufacturing and improving the integration of the body.
Laser welding technology principles
Laser welding is essentially a fusion welding technology that uses laser beam as the main energy source to complete the welding work of the weldment through a certain impact force. The generation of the laser beam needs to be realized by an optical oscillator. After the high-power laser beam acts on the metal surface, the metal can be quickly vaporized. When the molten metal liquid wraps the vaporization hole, it can be heated and cooled under the stress reaction and heating methods. , forming a weld, and finally completing the welding work on the metal. It should be noted that the laser beam has different densities under different powers, which also affects the depth of the weld. As the density of the laser beam increases, the penetration depth will increase and the weld will become deeper. On the contrary, the penetration level will be reduced and the penetration depth will be shallower.
Advantages and Disadvantages of Laser Welding Technology
The advantages of laser welding technology play an important role in current automobile manufacturing. It is mainly manifested in the following aspects: the thermal influence range of actual welding is small and the amount of deformation is also low. The quality and precision of welding are high, and aesthetics can be guaranteed without compromising quality. The specific welding operation is flexible and efficient, and can meet the needs of the enterprise. The construction noise is low and has good energy-saving effect. Suitable for welding materials with brittle texture, high strength and high melting point. . However, laser welding technology also has certain shortcomings, which are specifically reflected in the following: high requirements on the welding position and the need to pay attention to the range of welding requirements. Not suitable for thick materials. When the welding material has high thermal conductivity, it will affect the welding effect. The energy conversion efficiency is low, and the solidification time of the weld bead is relatively fast, which restricts the welding effect to a certain extent.
Practical application of laser welding technology
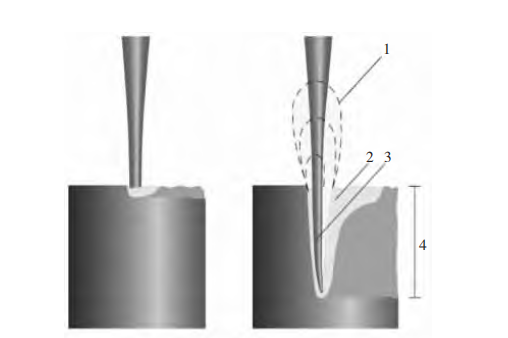
Laser autogenous welding
In laser welding technology, laser autogenous welding refers to two or more welding parts that condense into a whole after the melting and cooling process to complete effective welding. In laser autogenous welding, welding can be completed without adding flux, which can save welding costs. In the specific operation, under the action of the laser beam, the surface temperature of the welded part reaches the boiling point in a short time, and the metal vaporizes to generate a hole. After the backlash pressure of the metal vapor reaches a balanced state with the surface tension and gravity of the liquid metal, , the hole will no longer deepen. After the small hole with stable depth is closed, the laser deep penetration welding is completed. At present, in automobile manufacturing, laser autogenous welding has a wide range of applications, and is often used in tailor welding, assembly welding of car bodies and welding of parts. Currently, the Magotan, Tiguan and Sagitar products under the Volkswagen brand use self-flux welding for side panel welding. In some Peugeot and Citroen models, the door is also welded using laser self-fusion welding. In addition, according to the type of welding seam, there are generally various types such as single straight welding seam, plural and non-straight line welding seam. Due to the simple production process of single welding seam, it has been widely used.
Laser wire filler welding
In laser welding technology, the principle of laser filler welding is to add specific welding materials to the weld, and melt the filled welding materials through the laser beam to form a welded joint. Compared with traditional non-filler wire welding methods, laser wire filler welding has obvious advantages. It can not only expand the scope of laser welding, but also complete the welding of thick plates at lower power, and has higher welding efficiency. Effect. It should be noted that in the application of laser filler wire welding, not only the welding wire must be melted, but also the base metal must be melted, so as to produce small holes in the base metal so that the welding wire and base metal can fully fuse and generate new ones. Mixed molten pool. The mixed molten pool is obviously different from the welding wire and the base metal. It can improve some performance shortcomings of the base metal itself. After using the welding wire with reasonable composition as the filling material, it can ensure that the weld has high wear resistance and corrosion resistance.
Laser arc hybrid welding
In laser welding, the principle of laser arc hybrid welding is to combine the laser heat source and the arc to work together on a molten pool to achieve welding. This welding method has the characteristics of small deformation, fast speed and high adaptability. Currently, in the Audi A8 model, various joints on the side roof beams use laser arc hybrid welding technology.
Laser remote welding
In laser welding technology, laser remote welding can perform long-distance processing with the help of high-speed scanning galvanometer heads, and weld parts with different power laser beams. Because of its unique technical advantages, it is currently widely used in the panoramic sunroofs of Mercedes-Benz and the side panels of Volkswagen and Audi. When currently applying laser remote welding in automobile manufacturing, it has the following advantages:
1) It has strong positioning accuracy and can achieve rapid welding to meet the manufacturing needs of automobile companies.
2) Different structural strengths can be combined for welding to achieve different weld shape requirements. Laser remote welding has high demand for materials and equipment. When the component thickness is large, the weld depth cannot be reduced and the shear strength at the weld is low.
Laser brazing
Among laser welding technologies, laser brazing technology has the advantages of beautiful appearance, strong sealing, and high weld strength. The specific principle is to focus the laser beam on the surface of the welding wire, melt the welding wire and then fill it in the welding part to complete the welding with the brazing layer. Although this method is similar to fusion welding, the base material is not melted in actual operation. Therefore, the melting point of the solder is required to be lower than that of the base metal, and effective welding can be achieved through liquid solder. Laser brazing is currently used for trunk lid welding for Volkswagen, Haima, Chery and Audi. Laser brazing is also often used for the connection of top covers and side panels in brands such as Cadillac, Porsche, Ford and Volkswagen. When using this technology, it is important to note that the welding process is affected by many factors, especially process parameters. For example, in terms of welding speed, laser power and spot diameter, the above process parameters need to be adjusted and designed based on actual welding to ensure the effectiveness of laser brazing.
Conclusion
For the automobile manufacturing industry, different laser welding technologies have different utilization values. Selecting reasonable welding methods for different parts of the car will help improve the overall quality of automobile manufacturing, and also meet the needs of automobile companies in terms of welding cost and welding efficiency.